- Проведение контроля
-
3.2. Проведение контроля .
Контроль следует проводить на столе, длина которого должна быть не менее длины контролируемого изделия, а ширина - превышать ширину изделия не менее чем на 300 мм.
При всех измерениях (кроме контроля толщины) и вычислениях среднего арифметического значения получаемые результаты следует округлять до 1 мм, при контроле толщины - до 0,1 мм.
3.2.1. Длину волнистых листов измеряют рулеткой вдоль обоих крайних гребней (черт. 1), длину плоских листов - рулеткой вдоль обеих продольных сторон на расстоянии 30 - 50 мм от кромки изделия.
Каждое измерение должно быть в пределах допускаемых отклонений.

Черт. 1
3.2.2. Ширину волнистых листов измеряют рулеткой у обеих торцевых кромок на расстоянии 30 - 50 мм от кромки (черт. 1), для чего используют металлические упоры (черт. 2), ширину плоских листов - рулеткой по обеим поперечным сторонам изделия на расстоянии 30 - 50 мм от кромки. Всего на каждом изделии проводят два измерения.
Каждое измерение должно быть в пределах допускаемых отклонений.

Черт. 2
3.2.3. Толщину измеряют штангенциркулем, толщиномером или стенкомером посередине каждой из четырех сторон. Место измерения может быть смещено от середины стороны изделия не более чем на 50 мм.
За толщину изделия принимают среднее арифметическое значение результатов четырех измерений.
3.2.4. Высоту рядовой волны измеряют штангенциркулем типа ШЦ-1 или штангенглубиномером с использованием металлической накладки (черт. 3), где
 - шаг волны. Схема измерения - в соответствии с черт. 4.
- шаг волны. Схема измерения - в соответствии с черт. 4.
Черт. 3

1 - накладка; 2 - лист
Черт. 4
Накладку помещают на два соседних гребня волн, кроме крайних (перекрывающей и перекрываемой), и штангенциркулем путем выдвижения линейки для измерения глубины или штангенглубиномером измеряют расстояние от низшей точки впадины волны до верхней грани накладки (h1).
Измерение высоты каждой волны производят два раза - по одному у каждого из торцов на расстоянии 50 - 100 мм от кромки.
За высоту рядовой волны h принимают разность между средним арифметическим значением результатов двух измерений и толщиной накладки.
При измерении высоты перекрывающей (перекрываемой) волны используют те же средства контроля, что и при измерении высоты рядовой волны.
Изделие сдвигают в продольном направлении за край стола. Снизу к нему прижимают накладку в соответствии с черт. 5, штангенциркулем путем выдвижения линейки для измерения глубины или штангенглубиномером измеряют расстояние от нижней грани накладки до высшей точки нелицевой поверхности изделия (h¢1).
Измерение высоты перекрывающей (перекрываемой) волны производят два раза - по одному у каждого из торцов изделия.
За высоту перекрывающей (перекрываемой) волны h¢ принимают разность между средним арифметическим значением двух измерений и толщиной накладки.

1 - накладка; 2 - лист
Черт. 5
Допускается при определении высоты волны применять вместо накладки линейку, которую при измерении следует прикладывать ребром к поверхности изделия.
В этом случае из среднего арифметического значения результатов двух измерений вычитают ширину линейки.
3.2.5. Измерение перекрывающей (перекрываемой) кромки
Измерение производят линейкой с использованием упора и металлического цилиндра (черт. 6). Схема измерения - в соответствии с черт. 7.

* Размер для справок
Черт. 6
К измеряемой кромке приставляют упор, в ближайшую к ней впадину волны кладут цилиндр. В направлении торцевой кромки листа измеряют расстояние от острия цилиндра до упора (b¢1 или b¢2).
Измерения производят два раза, по одному у каждого из торцов изделия.
За размер измеряемой кромки (b1 или b2) принимают разность между средним арифметическим значением результатов двух измерений и половиной шага волны, указанного в нормативно-технической документации на конкретное изделие.
3.2.6. Отклонение от прямолинейности измеряют линейкой или щупом, используя в качестве прямолинейной базы ребро металлической линейки длиной 1 м.
При контроле линейку длиной 1 м последовательно прикладывают ребром к кромке изделия по всей длине и измеряют наибольший зазор между ребром линейки и кромкой изделия.
За отклонение от прямолинейности листа принимают наибольшее из измеренных значений.
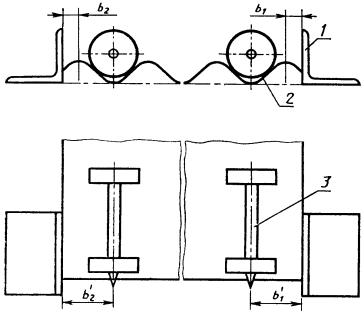
1 - упор; 2 - лист; 3 - цилиндр
Черт. 7
3.2.7. Отклонение от прямоугольности измеряют линейкой или щупом, используя в качестве прямоугольной базы металлический угольник, длина одной стороны которого равна 1 м, а другой - не менее 0,5 м.
Угольник последовательно прикладывают ко всем углам изделия так, чтобы короткая сторона его плотно прилегала к кромке изделия, и измеряют максимальный зазор между стороной угольника длиной 1 м и кромкой изделия. При необходимости допускается зачистка кромок.
За отклонение от прямоугольности листа принимают наибольшее из измеренных значений.
3.2.8. Отклонение от плоскостности измеряют линейкой или щупом, используя в качестве прямолинейной базы ребро металлической линейки длиной 1 м.
При контроле линейку длиной 1 м последовательно прикладывают ребром к лицевой поверхности изделия в направлении его диагоналей по всей их длине, каждый раз измеряя наибольший зазор между поверхностью листа и ребром линейки.
За отклонение от плоскостности принимают наибольшее из измеренных значений.
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.